一、改性PBT樹脂的基本特性
改性PBT具有優(yōu)異的力學(xué)��、電學(xué)�、耐化學(xué)腐蝕、易成型及吸濕率低等特點(diǎn)����,是一種綜合性能優(yōu)良的熱塑性工程塑料,被廣泛用于汽車��、電子電器制造業(yè)中�����,用于制造機(jī)械強(qiáng)度要求較高的零件和耐熱���、耐沖擊�、耐磨擦的零件等��,但純改性PBT也存在著阻燃性不好�,缺口沖擊強(qiáng)度低,熱變形溫度不高等缺點(diǎn)�。
(1)其特性包括: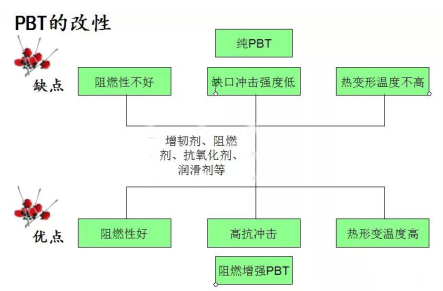
1)優(yōu)良的耐熱性、耐藥品性和電絕緣性��;
2)熱變形溫度約60℃;
3)結(jié)晶速度快�;
4)缺點(diǎn):缺口沖擊強(qiáng)度不高,增強(qiáng)PBT存在各向異性�����。
5)通過玻纖增強(qiáng)和加入阻燃劑�,可以制得綜合性能優(yōu)良的阻燃增強(qiáng)PBT。
(2)配方設(shè)計(jì)
塑料件在裝配過程中受金屬件沖擊易導(dǎo)致開裂�,因此需進(jìn)行增韌,提高材料的韌性���。硅烷偶聯(lián)劑是玻纖增強(qiáng)PBT的良好相容劑��,有效地提高玻纖和基體界面的相互作用�����。鹵系阻燃劑對(duì)環(huán)境有害�,因此最好選用次膦酸鹽無鹵阻燃劑�����。
(3)工藝參數(shù)
①注射溫度:PBT的分解溫度為280℃���,所以實(shí)際生產(chǎn)中一般控制在240-260℃之間�����。
②注射壓力:注射壓力一般為50~100MPa���。
③注射速率:PBT冷卻速度快,因此要采用較快的注射速率����。
④螺桿轉(zhuǎn)速和背壓:成型PBT的螺桿轉(zhuǎn)速不宜超過80r/min,一般在25~60r/min之間��。背壓一般為注射壓力的10%~15%��。
⑤模具溫度:一般控制在70~80℃����,各部位的溫度差不超過10℃。
⑥成型周期:一般情況下為15~60 s
二�����、成型加工中應(yīng)注意的問題 工藝流程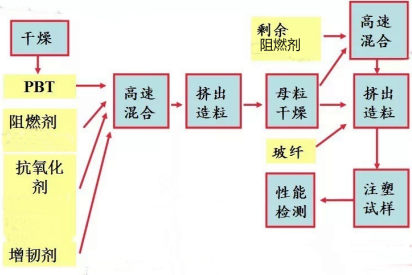
1. 物料干燥要充分���;
2. 物料要保溫���;
3. 注塑溫度要合理�,一般在235~260℃�����;
4. 注塑壓力要適中��,一般在40~80Mpa��;
5. 保壓壓力一般在30~50Mpa��;
6. 注塑速度采用中或高速���;
7. 背壓�;
8. 模具溫度50~80℃�����;
9. 模具設(shè)計(jì)要合理:(1)澆口的大小和設(shè)置����;(2)頂出機(jī)構(gòu)��;(3)冷卻系統(tǒng)�。
10.成型周期的長(zhǎng)短只要取決于制件冷卻時(shí)間的長(zhǎng)短�����。從傳熱學(xué)來講��,制件的冷卻時(shí)間與制件壁厚的平方成正比����。
三���、PBT性能
(1)結(jié)晶速度快����,可快速成型����;
(2)吸水率低,電氣性能優(yōu)異且隨溫濕度變化?。?/span>
(3)耐候性好��,適于戶外使用,且耐藥品性優(yōu)異����;
(4)力學(xué)性能優(yōu)良。純PBT樹脂有優(yōu)異的沖擊韌性��,但對(duì)缺口敏感�����,經(jīng)玻纖增強(qiáng)后�,不僅可使缺口敏感性得到改善,而且還能使熱變形溫度大大提高��,拉伸強(qiáng)度提高��,彎曲模量成倍增長(zhǎng)���;
(5)純PBT結(jié)晶收縮率大����,經(jīng)增強(qiáng)后改善收縮率�;
(6)阻燃級(jí)別為UL94V-0級(jí),不產(chǎn)生二次污染。
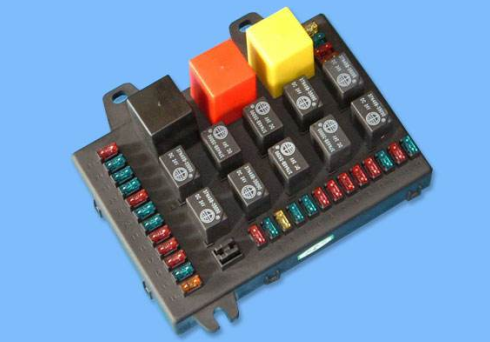
(1)電子電器
連接器��、斷電器�����、弛返變壓器�、家電把手�����、電磁開關(guān)、插頭����、插座、保險(xiǎn)絲盒�����、線圈蕊����、馬達(dá)端蓋、日光燈座����、整流器、電源插頭�、電氣元件、光纖套管�、開頭與控制器。
(2)汽車工業(yè)
車門把手�����、保險(xiǎn)桿、擋泥板��、點(diǎn)火裝置開關(guān)���、車尾燈插座����、保險(xiǎn)絲盒���、方向燈開關(guān)�、線圈蕊���、輪圈蓋、分電盤蓋�����、安全帶零件�、齒輪類、化油器�、汽車發(fā)動(dòng)機(jī)罩下零件等等。
(3)工業(yè)零件
OA風(fēng)扇�、鍵盤、釣具、卷線圈零件����、燈罩、線軸��、照相機(jī)零件�、水表外殼、抽水機(jī)外殼�����、壓力容器��、流量控制機(jī)器等�����。



站首頁")

